Many buyers contact us with only a budget and a logo file. That approach leads to wrong specs, failed samples, and wasted time.
Before ordering soft cooler bags in bulk, buyers should confirm the use case, capacity, structure, materials, and customization requirements. Checking these five areas before requesting a quote reduces sample rejection rates, prevents spec mismatches, and helps both sides move toward production faster.

In many buyer inquiries we receive here at the factory, the first question is always about price. That is understandable. But price without a confirmed specification is just a number. It does not tell you whether the bag will hold up under real load, keep products cold long enough, or carry your brand in a way that fits your sales channel. The sections below walk through the exact areas we ask buyers to review before we finalize any OEM or ODM cooler bag order.
Which Parts of a Soft Cooler Bag Most Often Need Quality Checks?
Most buyers assume a soft cooler bag is a simple product. Then the first batch arrives and the zipper pulls apart, the lining separates, or the handle tears.
The parts that most often need quality checks in soft cooler bags are the outer fabric, inner liner, insulation layer, zipper, stitching at stress points, and load-bearing handles or straps. Problems in any one of these areas can cause product failure in the field or rejection at the retail or distribution level.

Quality in a soft cooler bag is not determined by any single material. It comes from how all the parts work together under real conditions. In OEM/ODM communication, we often need to clarify which part of the bag the buyer cares most about, because the answer changes what we prioritize in production.
Outer Fabric
The outer fabric affects durability, appearance, and how well the bag holds its shape. Common options include 600D polyester, 420D nylon, ripstop nylon, and canvas-style materials1. Each performs differently in terms of abrasion resistance, water resistance, and print quality.
| Fabric Type | Strength | Water Resistance | Print Suitability |
|---|---|---|---|
| 600D Polyester | Medium-High | Medium | Good |
| 420D Nylon | High | Medium-High | Good |
| Ripstop Nylon | High | High | Limited |
| Canvas (Cotton Blend) | Medium | Low-Medium | Excellent |
Buyers should confirm fabric weight, coating type, and color fastness requirements before production starts. If the bag is sold in a wet or outdoor environment, a water-resistant coating matters more than aesthetics alone.
Inner Liner and Insulation Layer
The liner keeps food and liquid from leaking into the insulation. The insulation layer determines how long the bag maintains temperature. PEVA and food-grade PE liners are the most common options2. Foam thickness in the walls, base, and lid affects performance but also adds weight and cost.
Zipper and Stitching
A zipper rated for repeated use under load is not the same as a basic apparel zipper. Buyers should confirm the zipper brand or grade, the pull type, and whether the stitching around the zipper is reinforced. In many returned samples we have seen, zipper failure starts at the corner seam, not the zipper tape itself.
How Should Buyers Evaluate Liner Seams and Leakage Risk?
A cooler bag that leaks does not just disappoint the end user. It creates returns, brand complaints, and sometimes food safety concerns depending on the market3.
Buyers should evaluate liner seams by checking whether the seam is welded, heat-sealed, or stitched, and whether a waterproof tape or secondary sealing method is applied at the joint. Stitched-only liner seams carry a higher leakage risk than welded or heat-sealed alternatives, especially when the bag carries ice packs or cold liquid items.

Liner leakage is one of the most common complaints in retail and corporate gift cooler bags4. It is also one of the easiest problems to prevent at the specification stage. The challenge is that many buyers do not ask about seam construction until a complaint comes back from a customer.
Seam Construction Types
There are three main seam construction types used in soft cooler bag liners:
| Seam Type | Leakage Risk | Cost Level | Best Use Case |
|---|---|---|---|
| Stitched Only | High | Low | Dry-item tote coolers |
| Stitched + Tape | Medium | Medium | Light liquid exposure |
| Welded / Heat-Sealed | Low | Medium-High | Ice pack or wet-item use |
In OEM/ODM communication, we often need to clarify whether the buyer's end user will put loose ice, ice packs, or only dry cold items into the bag. The answer changes which seam construction we recommend.
What to Test in a Pre-Production Sample
If you receive a pre-production sample, fill the liner with water and leave it standing for at least 30 minutes. Check the base corners first. Then check the side seams. Then check where the zipper meets the liner. These three areas account for most liner failures we see across buyer feedback. If the sample passes this simple test, the liner construction is likely acceptable for most standard use cases. If the target market involves food-contact compliance or specific liquid containment requirements, ask the supplier whether the liner material meets the relevant standard for your market, and verify independently.
What Capacity Claims Should Be Confirmed with Real Product Tests?
Many product listings state a capacity in liters. That number does not always match what the bag actually holds in practice.
Buyers should confirm capacity claims by requesting a physical measurement of interior dimensions and by testing with standard-size cans or containers. A stated capacity in liters can be calculated from interior volume but does not account for insulation wall thickness, lid space loss, or how the bag sits when loaded.

In many inquiries, buyers ask for a "20L cooler bag" or a "12-can cooler bag" without checking how the supplier measures that number. The interior volume calculation and the real usable space after insulation walls are placed often differ by 15% to 25%5. For a corporate gift or a supermarket promotion item, that gap can affect whether the bag matches the product's marketing claims.
How Capacity Is Usually Measured
Most factories calculate capacity from the interior dimensions of the empty bag before insulation panels are considered. A bag listed at 20L may hold 14L to 16L of usable space once the foam walls, base pad, and lid panel reduce the interior room.
| Stated Capacity | Typical Usable Capacity | Factors That Reduce Space |
|---|---|---|
| 10L | 7L – 8.5L | Foam panels, lid drop |
| 20L | 14L – 17L | Foam thickness, base pad |
| 30L | 21L – 26L | Wall thickness, zipper clearance |
What Buyers Should Request
Ask the supplier to provide interior length, width, and depth measurements after all insulation panels are in place. Then calculate usable volume yourself. Better yet, ask for a physical sample and test it with the item your end customer will actually put in the bag. If your buyer is a supermarket and the bag will be sold alongside a six-pack of beverages, test it with that product. If the bag is a corporate gift that will carry wine bottles, test with full-size bottles. This step takes less than ten minutes but prevents a large number of specification complaints at the distribution stage.
Which Handles and Straps Work Best for Loaded Cooler Bags?
A cooler bag filled with cold drinks and food weighs more than buyers often expect. The handles and straps that hold the bag are the first thing that fails when they are not built for the actual load.
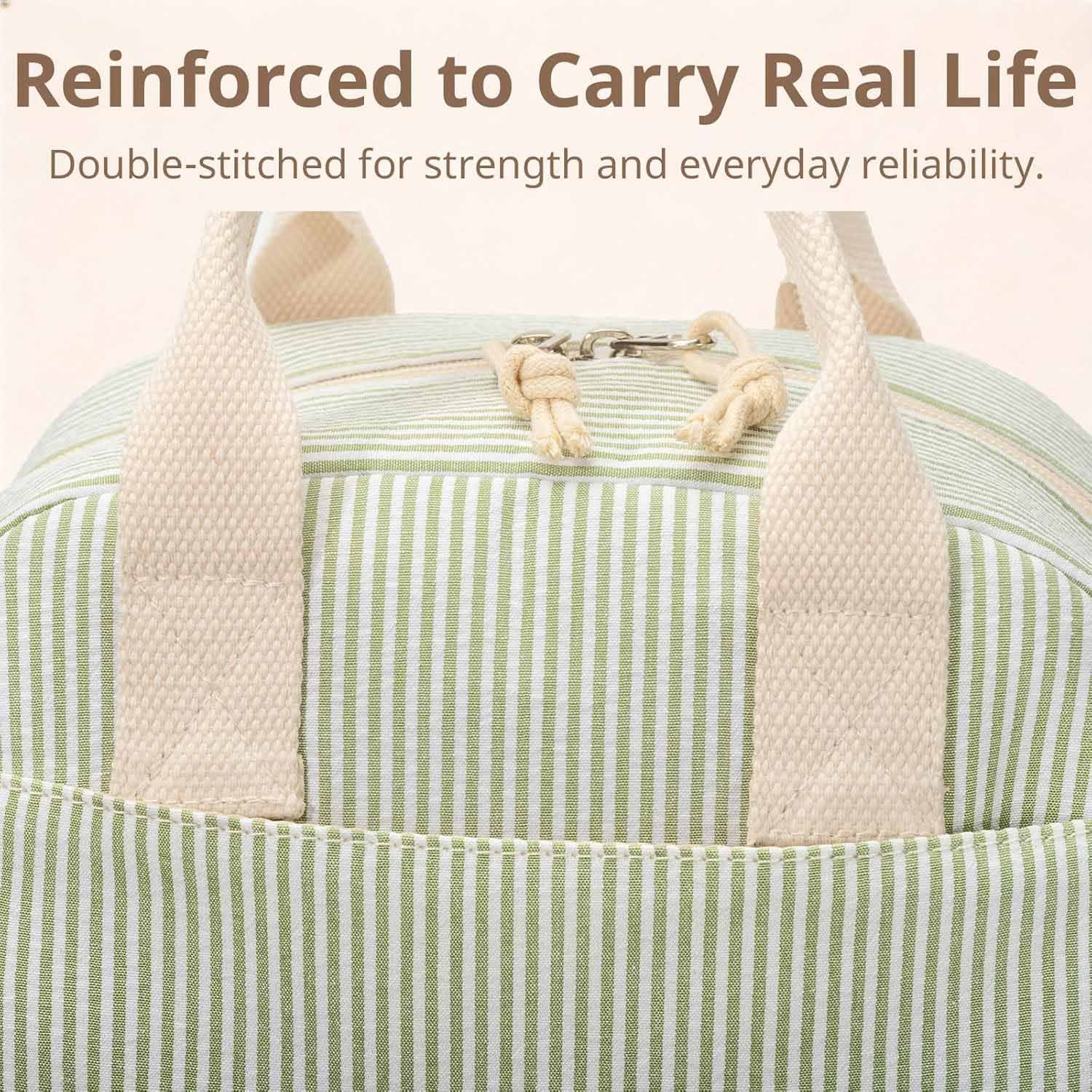
For loaded soft cooler bags, reinforced top handles with a padded grip and detachable or adjustable shoulder straps work best. Handle attachment points should be stitched through multiple fabric layers and reinforced with a webbing anchor or bar-tack stitch to prevent tearing under load6.
In OEM/ODM communication, we often need to clarify the expected weight the bag will carry. A bag designed for a light lunch may have a 10kg load limit. A bag designed for a day trip with food and ice packs may need to hold 8kg to 12kg comfortably7. The handle and strap specification should match the expected load, not just the bag size.
Handle Construction Options
| Handle Type | Load Capacity | Comfort Level | Cost |
|---|---|---|---|
| Single webbing loop | Low | Low | Low |
| Double-stitched webbing | Medium | Medium | Low-Medium |
| Padded top handle | Medium-High | High | Medium |
| Reinforced with bar-tack | High | Medium-High | Medium |
Shoulder Strap Considerations
A detachable shoulder strap adds convenience but also adds cost and complexity. For corporate gift cooler bags or retail bags that are used occasionally, a basic detachable strap with a plastic or metal clip is usually acceptable. For outdoor cooler bags or bags expected to carry heavy loads over distance, a padded, adjustable strap with a wider webbing base reduces the pressure on the shoulder and extends the usable life of the strap attachment point.
Buyers should also confirm whether the strap attachment hardware is zinc alloy, plastic, or other material. Zinc alloy hardware generally handles higher weight and repeated use better than standard plastic clips8. Ask for the hardware specification in the product brief, and confirm it in the pre-production sample.
Testing Handle Strength Before Bulk Orders
The simplest handle test is to fill the pre-production sample to its stated capacity with a realistic load and carry it by the handles for 10 minutes. Check the stitching at the handle base after the test. Then check the handle-to-fabric junction. If either area shows stress marks, thread pulling, or fabric distortion, the handle spec needs adjustment before production starts.
How Can Buyers Compare Printed and Embroidered Branding Options?
Branding the cooler bag is often the last step buyers think about. It should be one of the first.
Buyers can compare printed and embroidered branding by evaluating the logo detail level, fabric texture, durability requirement, and order quantity. Screen printing and heat transfer work best for detailed or multi-color logos on smooth fabric. Embroidery works best for simple logos on textured fabric and is more durable over repeated washing and outdoor use9.

In many OEM/ODM inquiries, buyers send a logo file and ask for production without specifying the method. That creates a problem. The same logo can look very different depending on whether it is screen printed, heat transferred, or embroidered. And some logos are not suitable for one method at all.
Branding Method Comparison
| Method | Best For | Durability | Min. Order Quantity | Cost Level |
|---|---|---|---|---|
| Screen Print | Large flat areas, simple colors | Medium | Low-Medium | Low |
| Heat Transfer | Full color, photo detail | Medium | Low | Low-Medium |
| Embroidery | Simple shapes, text | High | Medium-High | Medium-High |
| PVC Patch | Bold shapes, 3D effect | High | Low | Medium |
| Woven Label | Text, small logos | High | Medium | Medium |
What Buyers Should Confirm Before Branding Production
Before the supplier applies any branding, buyers should confirm and provide the following:
- Logo file format: Vector file (AI, EPS, or PDF) preferred for print. DST or EMB file for embroidery10. Do not send only a JPEG or low-resolution PNG.
- Logo position: Mark the exact placement on a sketch or sample photo. "Front center" is not precise enough if the bag has a pocket, zipper, or divider in that area.
- Color specification: Use Pantone codes if color accuracy is critical11. Describing a color as "dark blue" leads to variation between factories and runs.
- Size: Confirm the logo size in millimeters or centimeters. A logo that looks correct at 5cm may look too small on a large cooler bag or too dominant on a small lunch bag.
Private-label buyers should also confirm label placement, care instruction label content, and country-of-origin label requirements for the target market. These are often required for retail compliance and are easy to overlook until a shipment is held at customs12.
What Should Be Written into a Pre-Production Sample Checklist?
A pre-production sample is the last point where buyers can catch problems before a full batch is made. Most buyers approve samples too quickly.
A pre-production sample checklist for soft cooler bags should cover dimensions, liner integrity, zipper function, handle strength, branding accuracy, insulation structure, label placement, and packaging. Each item should be checked against the agreed specification, not against the buyer's general expectation of what a cooler bag should look like.

In OEM/ODM communication, we often need to clarify what the buyer actually wants us to confirm when we send a sample. Some buyers check only the logo. Some check only the size. The most effective buyer reviews cover every part of the agreed specification and return clear written feedback before approval. This protects both the buyer and the factory from disputes after bulk production.
Recommended Pre-Production Sample Checklist
Dimensions and Capacity
- Confirm exterior dimensions match the agreed spec (L x W x H in cm)
- Measure interior usable space after insulation panels are in place
- Test with the actual item the bag will carry
Liner and Leakage
- Fill with water and leave for 30 minutes
- Check base corners, side seams, and zipper-to-liner junction
- Confirm liner material type (PEVA, PE, or other) if food contact is relevant to your market
Zipper Function
- Open and close the main zipper 20 times
- Check pull strength and zipper head alignment
- Confirm zipper brand or grade matches the agreed spec
Handle and Strap
- Load the bag to stated capacity
- Carry by handles for 10 minutes
- Inspect stitching at handle base and attachment point
- Test shoulder strap clip attachment under load
Branding and Labels
- Confirm logo position matches the agreed sketch or reference
- Check color against Pantone or approved reference
- Confirm logo size in millimeters
- Check private label, care label, and country-of-origin label placement
Insulation Structure
- Confirm foam thickness at walls, base, and lid by measuring cut panels if possible
- Confirm insulation layer is present and even in all panels
Packaging
- Confirm packaging type (polybag, box, hang tag) matches the agreed spec
- Check that product dimensions fit the agreed packaging
How to Use the Checklist
Send the completed checklist back to the factory as a written record. Do not approve a sample verbally or with a single message like "looks good." Written approval with specific checklist sign-off creates a reference document that both sides can use if batch quality is questioned after delivery. If any checklist item fails, state exactly which item failed, what was found, and what correction is needed. That level of detail helps the factory revise the sample correctly on the first revision, rather than guessing what the buyer wants changed.
Conclusion
Checking use case, structure, liner, capacity, handles, branding, and sample spec before ordering reduces batch risk and prevents most common cooler bag sourcing errors.
"What is the difference between 420D nylon bags and 600D ... - Quora", https://www.quora.com/What-is-the-difference-between-420D-nylon-bags-and-600D-polyester-bags. Textile science literature describes denier as a unit of fiber fineness; higher denier fabrics such as 600D polyester generally exhibit greater abrasion resistance than lower-denier alternatives, while nylon fibers typically offer higher tensile strength and moisture resistance relative to equivalent polyester constructions. Evidence role: definition; source type: education. Supports: The physical properties of common bag fabrics including denier ratings, abrasion resistance, and water resistance characteristics. Scope note: General textile property comparisons may not reflect the specific coatings or weave structures used in cooler bag manufacturing contexts ↩
"Food Packaging & Other Substances that Come in Contact with Food", https://www.fda.gov/food/food-ingredients-packaging/food-packaging-other-substances-come-contact-food-information-consumers. Regulatory frameworks such as those maintained by the U.S. Food and Drug Administration and the European Food Safety Authority classify certain polyethylene and ethylene-vinyl acetate formulations as acceptable for food-contact applications, subject to compositional restrictions. Evidence role: definition; source type: government. Supports: The food-contact safety status and common use of PEVA and PE materials in insulated bag liners. Scope note: Regulatory acceptance varies by jurisdiction and specific formulation; the article's claim that these are the 'most common' options is a market observation not directly verifiable through regulatory sources ↩
"Keeping "Bag" Lunches Safe | Food Safety and Inspection Service", http://www.fsis.usda.gov/food-safety/safe-food-handling-and-preparation/food-safety-basics/keeping-bag-lunches-safe. Food safety authorities including the U.S. FDA and the European Commission's food contact materials framework establish requirements for materials that come into contact with food; a liner failure that allows cross-contamination between the insulation layer and food contents may implicate compliance obligations under these frameworks. Evidence role: general_support; source type: government. Supports: That leakage in food-contact cooler bags can implicate food safety regulations in certain markets. Scope note: Whether a specific leakage event constitutes a regulatory violation depends on the nature of the contents, the market, and the applicable standard; the article's claim is directionally supported but not precisely quantified ↩
"The Best Soft Coolers | Lab Tested & Ranked - Outdoor Gear Lab", https://www.outdoorgearlab.com/topics/camping-and-hiking/best-soft-cooler. Consumer review aggregations and product return analyses for insulated bag categories frequently cite liner failure and leakage among the leading reported defects, alongside zipper malfunction and handle separation, though systematic published data on defect frequency distribution across the soft cooler bag category is limited. Evidence role: general_support; source type: other. Supports: That liner leakage is a frequently reported defect category in soft cooler bag products. Scope note: No peer-reviewed or government-published defect frequency study for this specific product category was identified; the claim reflects practitioner observation and is consistent with consumer review patterns but lacks quantitative verification ↩
"Insulation | Department of Energy", https://www.energy.gov/energysaver/insulation. The stated 15–25% reduction figure reflects a factory-reported observation; no independently published measurement standard or peer-reviewed study was identified that quantifies this specific range across soft cooler bag product categories. Evidence role: statistic; source type: institution. Supports: The degree to which insulation panel thickness reduces usable interior volume relative to nominal stated capacity. Scope note: This figure is an internal production estimate and should be treated as indicative rather than an industry-verified statistic ↩
"Bartack tearout strength: an entirely unscientific exploration : r/myog", https://www.reddit.com/r/myog/comments/xz68uk/bartack_tearout_strength_an_entirely_unscientific/. Bar-tack stitching, defined in ISO 4915 stitch type classifications, concentrates a high density of thread passes over a short seam length, distributing stress across a wider fabric area and increasing resistance to tearing at high-load attachment points such as webbing anchors. Evidence role: mechanism; source type: institution. Supports: That bar-tack stitching provides reinforced load resistance at fabric attachment points such as handle bases. Scope note: Actual load resistance depends on thread type, stitch density, fabric weight, and the number of fabric layers involved; bar-tacking is a recognized reinforcement method but not a guarantee of a specific load rating ↩
"[PDF] Ergonomics for - Baggage Handlers - Texas Department of Insurance", https://www.tdi.texas.gov/pubs/videoresource/essibaggagehand.pdf. Ergonomic research on manual load carrying suggests that the weight of a carried bag relative to the carrier's body weight and carry duration affects musculoskeletal strain; product safety standards such as EN 71 and ASTM F963 address structural integrity of consumer products under load, though no specific standard was identified that prescribes the 8–12 kg range cited for day-trip cooler bags. Evidence role: general_support; source type: research. Supports: That load capacity specifications for carried bags should be matched to expected use-case weight and that ergonomic guidelines inform safe carrying loads. Scope note: The 8–12 kg figure appears to be a practical production estimate rather than a value derived from a published standard; ergonomic and structural load limits are distinct concepts and should not be conflated ↩
"The Difference Between Zinc Alloy & Iron Bag Hardware - OYC", https://oycaccessories.com/the-difference-between-zinc-alloy-iron-bag-hardware/. Zinc alloy die castings exhibit tensile strength values substantially higher than common engineering thermoplastics used in hardware applications; this difference in mechanical properties supports the claim that zinc alloy hardware sustains higher loads and resists fatigue failure over repeated use cycles. Evidence role: mechanism; source type: research. Supports: The mechanical superiority of zinc alloy over standard thermoplastic hardware in load-bearing applications. Scope note: Performance outcomes depend on alloy grade, plastic formulation, and hardware geometry; the comparison is general and may not apply uniformly to all cooler bag hardware configurations ↩
"Embroidery vs Printed Fabric - Fabonique", https://fabonique.co/blogs/news/embroidery-fabric-different-printed-fabric?srsltid=AfmBOor_iTZEeX8pb0EV4IIn3n9aPAlkBlgNf-XpERWPDtqEK0xY8zpS. Industry testing under ISO 105 wash-fastness standards and AATCC test methods generally supports the finding that embroidered decoration retains appearance through more wash cycles than heat-applied transfers, which are susceptible to edge lifting and cracking under repeated thermal and mechanical stress. Evidence role: expert_consensus; source type: institution. Supports: The relative wash and abrasion durability of embroidery compared to screen printing and heat transfer decoration on textile substrates. Scope note: Durability outcomes vary significantly with ink formulation, transfer film type, thread quality, and substrate; the comparison is directional rather than absolute ↩
"Is it normal for screenprinters to require vector images? - Reddit", https://www.reddit.com/r/SCREENPRINTING/comments/14uo2t6/is_it_normal_for_screenprinters_to_require_vector/. DST (Data Stitch Tajima) and EMB (Wilcom proprietary format) are widely recognized embroidery machine file formats that encode stitch coordinates and thread color sequences; vector formats such as EPS and AI preserve scalable path data required for accurate color separation in screen printing workflows. Evidence role: definition; source type: institution. Supports: That vector formats are the production standard for print artwork and that DST/EMB are standard machine-readable formats for embroidery. Scope note: File format requirements vary by equipment manufacturer and production facility; the formats listed are common but not universally mandated across all suppliers ↩
"Pantone - Wikipedia", https://en.wikipedia.org/wiki/Pantone. The Pantone Matching System (PMS) is a proprietary standardized color reproduction system widely adopted in graphic design, printing, and product manufacturing to ensure consistent color communication between designers, brand owners, and production facilities across different substrates and processes. Evidence role: definition; source type: institution. Supports: That the Pantone Matching System is a recognized standard for communicating color specifications in manufacturing and brand identity contexts. Scope note: Pantone color matching on fabric substrates involves inherent variation due to dye absorption and weave structure; PMS codes specify a target but do not guarantee exact color reproduction on all textile materials ↩
"19 CFR Part 134 -- Country of Origin Marking - eCFR", https://www.ecfr.gov/current/title-19/chapter-I/part-134. U.S. Customs and Border Protection regulations under 19 U.S.C. § 1304 require that imported articles be marked with the country of origin in a conspicuous location; the European Union similarly mandates origin marking under certain product categories, and non-compliant shipments may be detained, re-exported, or subject to penalty. Evidence role: historical_context; source type: government. Supports: That country-of-origin marking is a legal requirement for imported consumer goods in major markets and that non-compliance can result in customs enforcement action. Scope note: Specific requirements vary by product category, country of import, and applicable trade agreements; the article's general statement is supported but the precise enforcement mechanism differs across jurisdictions ↩