You put "210D polyester" in your RFQ. Three suppliers quote. Three samples arrive. They all feel different. Now you don't know who to trust.
210D is not a single material — it is a yarn thickness number. What actually determines your bag's quality is the combination of GSM, coating type, base fiber, and weave structure. Buyers who treat 210D as one standard spec risk inconsistent shipments and end-customer complaints.

At Coraggio, we get this question every week. A buyer sends over a spec sheet that says "210D polyester, black." That's it. No GSM. No coating detail. No weave preference. Then they compare three quotes side by side and pick the cheapest one. Six weeks later, the production sample feels nothing like the counter sample. I have seen this cycle repeat for 15 years. This article breaks down what 210D actually means, what variables you need to control, and when 210D is the right call for your product line.
What Does 210D Mean in Bag Fabric?
Most buyers think 210D is a quality grade. It is not. It is a measurement of yarn thickness — nothing more.
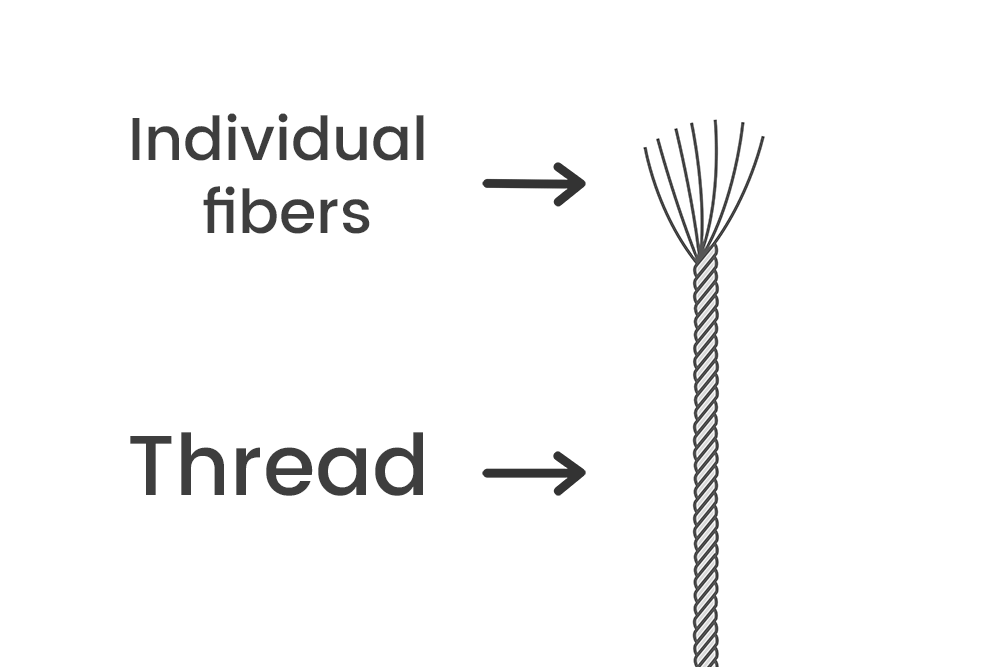
"D" stands for denier, which measures the weight in grams of 9,000 meters of a single yarn.1 210D means each yarn weighs 210 grams per 9,000 meters. It tells you how thick the thread is. It does not tell you how heavy, strong, or water-resistant the finished fabric will be.
Here is where procurement mistakes start. Two fabrics can both be labeled "210D" and perform completely differently. In our factory, we work with fabric mills that produce multiple 210D options under the same denier label. The difference comes down to four variables that the D-number alone cannot capture.
The Four Variables Behind Every 210D Fabric
| Variable | What It Controls | Why It Matters to Buyers |
|---|---|---|
| GSM (grams per square meter) | Fabric weight and density | Same 210D can range from light and thin to noticeably heavier. GSM drives hand feel and perceived quality.2 |
| Coating (PU / PVC / none) | Water resistance, stiffness, price | A PU-coated 210D feels soft and resists light rain. A PVC-coated 210D is stiffer but cheaper.3 No coating means no water resistance at all. |
| Base fiber (polyester vs nylon) | Price, strength, UV resistance | Nylon 210D is stronger and more expensive. Polyester 210D is cheaper and more UV-stable.4 These are different products at different price points. |
| Weave structure (plain / ripstop / taffeta) | Surface texture, tear resistance | Ripstop adds grid reinforcement5. Plain weave is smoother. This affects durability and appearance. |
When a buyer sends us a 210D spec without GSM or coating details, we always ask back. Not to be difficult — but because quoting without these details means we are guessing. And guessing leads to samples that don't match expectations.
I tell every new buyer the same thing: "210D" on a spec sheet is like saying "cotton shirt" without specifying thread count, weight, or finish. You would never accept that for apparel sourcing. Bag fabric deserves the same precision.
Is 210D Fabric Durable Enough for Bags?
This is the wrong question. The right question is: durable enough for which bag, used how, by whom?
210D is a light-duty fabric. It performs well in low-stress applications like shopping bags, giveaway bags, linings, and cosmetic pouches. It is not built for heavy loads, outdoor abuse, or daily commuter backpacks. Matching 210D to the right end-use scenario is what prevents quality complaints.

We have seen returns tied directly to 210D fabric choices. In every case, the root cause was the same: the buyer picked 210D for a product that needed 420D or 600D. The fabric was not defective. It was simply the wrong spec for the job.
How to Think About 210D Durability
The durability of 210D depends on context. Here is a simple framework I use when advising buyers:
Low-stress use (210D works well):
- Promotional tote bags handed out at events
- Foldable shopping bags stored in a purse
- Shoe bags or dust bags inside packaging
- Cosmetic bag shells or cooler bag inner liners
- Student pencil cases or light organizer pouches
High-stress use (210D will fail):
- Outdoor hiking backpack outer shells
- Wheeled luggage panels
- Tool bags or heavy-load utility bags
- Daily commuter bags carried with laptops
The issue is not that 210D is "bad." The issue is fit. When I get a buyer asking for 210D on a weekend travel duffle that will hold 15kg of clothes, I push back. Not because I want to upsell — but because I know that bag will get returns in the first season. And returns cost more than the fabric upgrade ever would.
A PU-coated 210D polyester with decent GSM will handle a grocery tote for years. That same fabric on a gym bag strap point will wear through in months. Context is everything.
What Types of Bags Commonly Use 210D Fabric?
Buyers often ask us for a reference list. What products actually use 210D in real production?
210D fabric is most commonly used in promotional bags, foldable totes, drawstring bags, cosmetic pouches, shoe bags, cooler bag linings, trade-show giveaways, and lightweight backpack inner linings. These are products where low weight, low cost, and packability matter more than heavy-duty strength.

In our factory, 210D orders cluster around a few clear product categories. Here is what we produce most often in 210D, and why buyers choose it for these specific items:
210D Bag Applications by Category
| Bag Type | Why 210D Works Here | Typical Buyer Need |
|---|---|---|
| Promotional tote bags | Lightweight, cheap per unit, good print surface | High volume, low unit cost, event giveaways |
| Foldable shopping bags | Thin enough to fold small, light to carry | Packability is the priority |
| Drawstring bags | Simple construction, low stress on fabric | Sport events, school use, short-term |
| Cosmetic / toiletry pouches | Soft hand feel (with PU coating), light | Brand appearance matters, load is minimal |
| Shoe bags / dust bags | Protection from dust, not from impact | Packaging insert, not standalone product |
| Cooler bag inner liners | Pairs with PEVA or foil lining, low visible wear | Hidden layer, cost control |
| Light backpack linings | Interior panel, not load-bearing | Reduces overall bag weight |
One pattern I notice: buyers who sell to European supermarkets love 210D for reusable shopping bags6. The fabric is light enough to meet "carry in your pocket" marketing claims, and with a PU coating it handles light rain during the walk from store to car. That is the perfect use case. The bag does not carry 20kg. It does not get dragged on concrete. It folds, it unfolds, it does its job.
What Are the Main Advantages of 210D Fabric?
Every fabric has trade-offs. So what does 210D actually give you that heavier deniers do not?
210D's main advantages are low weight, low cost per meter, easy foldability, smooth printing surface, and versatility across light-duty bag types. For buyers sourcing high-volume promotional or retail bags, 210D delivers the best balance of price and acceptable performance.

I want to be direct here. 210D is not a premium fabric. It is not meant to impress with thickness or ruggedness. Its value is efficiency. When your product brief says "keep it light, keep it cheap, make it look clean," 210D is your answer.
Advantage Breakdown for Procurement Decisions
Cost efficiency at scale. 210D polyester is one of the most affordable bag fabrics available7. When you are ordering 10,000+ units of a promotional bag, the difference between 210D and 420D per meter adds up fast. For giveaway items or retail bags priced under $5, 210D keeps your margins healthy.
Weight reduction. If your product marketing includes "ultralight" or "foldable" or "packable," you need thin fabric. 210D delivers this without feeling like paper. With the right GSM and a light PU coating, it still feels like a real bag — just a light one.
Print quality. Thinner, smoother fabrics tend to take screen printing and heat transfer better than heavily textured heavy deniers8. For branded promotional bags where logo clarity matters, 210D gives a clean canvas.
Supply chain flexibility. Because 210D is so widely produced, lead times on fabric sourcing are shorter. We rarely face raw material delays on standard 210D polyester. For buyers on tight delivery schedules, this reliability matters.
Easy customization. The fabric is simple to cut, sew, and finish. It does not require heavy-duty machines or special needles9. This means faster production, lower labor cost per unit, and fewer defects on the line.
The trade-off is clear: you get these advantages only when 210D matches your end-use scenario. Push it into heavy-duty territory and every advantage disappears.
When Should Bag Buyers Choose 210D Fabric?
This is the decision framework question. Not "is 210D good?" but "is 210D right for this specific order?"
Choose 210D when your bag is lightweight, low-load, price-sensitive, and designed for short-to-medium-term use. Do not choose 210D when your bag must handle heavy weight, outdoor conditions, daily abrasion, or when your end customer expects premium thickness and structure.

Here is the reframe I give every buyer who asks me "is 210D enough?" I turn it into five questions. If you can answer these before you write your RFQ, you will never pick the wrong fabric again.
The 210D Selection Checklist
Ask yourself these questions before specifying 210D on your next order:
| Question | If Yes → 210D Works | If No → Consider Higher Denier |
|---|---|---|
| Is the bag designed for loads under 5kg?10 | ✓ | Look at 420D or 600D |
| Is low unit cost a top priority? | ✓ | Budget allows heavier fabric |
| Is foldability or packability a selling point? | ✓ | Structure matters more |
| Is the expected use frequency low-to-moderate? | ✓ | Daily heavy use needs more |
| Is the bag promotional, seasonal, or supplementary? | ✓ | Core product line needs durability buffer |
What to Specify in Your RFQ
Once you decide 210D is right, do not just write "210D polyester." Here is what we need from you to quote accurately and deliver consistently:
- Base fiber: Polyester or nylon? (Polyester is standard for cost-driven orders.)
- GSM: Do you have a target weight? If not, ask your supplier for their standard GSM on 210D and request a swatch.
- Coating: PU coating for soft water resistance? PVC for budget waterproofing? No coating for maximum softness and breathability?
- Weave: Plain weave, ripstop, or taffeta? Each has a different look and tear profile.
- Color and finish: Matte, semi-gloss, or high-gloss? This affects perception of quality.
When you send us this level of detail, we can match your sample exactly. When you send us "210D, black," we are guessing — and so is every other factory you are quoting. That means your three quotes are not comparable. You are comparing three different products under the same label.
I have seen buyers save thousands of dollars and avoid entire seasons of returns simply by adding two lines to their spec sheet. GSM and coating type. That is it. Two lines. They transform a vague RFQ into a precise one.
Conclusion
210D is a yarn thickness, not a quality promise. Specify your GSM, coating, fiber, and weave — then you control your quality instead of hoping for it.
"Units of textile measurement - Wikipedia", https://en.wikipedia.org/wiki/Units_of_textile_measurement. Denier is a unit of measure for the linear mass density of fibers, defined as the mass in grams per 9,000 meters of the fiber (ASTM D1907; see also 'Units of textile measurement,' Wikipedia). Evidence role: definition; source type: encyclopedia. Supports: The standard definition of denier as a unit of linear mass density equal to the mass in grams per 9,000 meters of fiber.. ↩
"Units of textile measurement - Wikipedia", https://en.wikipedia.org/wiki/Units_of_textile_measurement. Textile engineering principles establish that fabric areal density (GSM) is a function of yarn linear density, thread count per unit area, and applied finishes; thus, fabrics woven from identical-denier yarns may differ substantially in weight depending on construction parameters (see Textile Institute, 'Textile Terms and Definitions'). Evidence role: mechanism; source type: education. Supports: Fabric weight (GSM) is determined by yarn linear density (denier), thread count (ends and picks per inch), and finishing treatments, meaning identical denier yarns can produce fabrics of varying weights.. ↩
"PU vs TPU vs PVC coated fabrics -how big is the real difference?", https://www.reddit.com/r/myog/comments/1s0zc9q/pu_vs_tpu_vs_pvc_coated_fabrics_how_big_is_the/. Research on coated textiles indicates that PU coatings offer superior flexibility, breathability, and softer tactile properties compared to PVC coatings, which are more rigid but typically less expensive per unit area (Sen, 'Coated Textiles: Principles and Applications,' 2nd ed., CRC Press, 2007). Evidence role: mechanism; source type: paper. Supports: Polyurethane (PU) coatings on textiles provide greater flexibility and softer hand feel compared to polyvinyl chloride (PVC) coatings, which are generally lower in cost but produce stiffer fabrics.. Scope note: Cost comparisons may vary by region and market conditions; some high-performance PVC formulations with plasticizers can approach PU in flexibility. ↩
"Nylon vs. Polyester: Differences and Similarities - Xometry", https://www.xometry.com/resources/materials/nylon-vs-polyester/. Comparative studies of synthetic fiber properties confirm that nylon (polyamide) fibers possess higher tenacity and abrasion resistance than polyester (PET) fibers of equivalent linear density, while polyester exhibits significantly greater resistance to photodegradation from ultraviolet radiation (see Hearle, 'High-Performance Fibres,' 2001; Textile Research Journal). Evidence role: mechanism; source type: paper. Supports: Nylon fibers generally exhibit higher tensile strength and abrasion resistance than polyester fibers, while polyester demonstrates superior resistance to UV degradation.. Scope note: Specific performance differences depend on fiber grade, manufacturing process, and additives used, so generalizations may not hold for all commercial variants. ↩
"Ripstop - Wikipedia", https://en.wikipedia.org/wiki/Ripstop. Ripstop fabrics incorporate heavier-denier yarns interwoven at regular intervals (typically forming a grid pattern) that arrest tear propagation by distributing stress across the reinforcement threads (see 'Ripstop,' Wikipedia; MIL-C-44378 military specification for ripstop cloth). Evidence role: mechanism; source type: encyclopedia. Supports: Ripstop fabrics use a reinforcing grid of thicker threads woven at regular intervals to prevent small tears from propagating across the fabric.. ↩
"Reusable shopping bag - Wikipedia", https://en.wikipedia.org/wiki/Reusable_shopping_bag. EU Directive 2015/720 amending the Packaging and Packaging Waste Directive mandated member states to reduce lightweight plastic carrier bag consumption, stimulating demand for reusable alternatives including lightweight woven polyester bags in retail environments (European Commission, 2015). Evidence role: general_support; source type: government. Supports: EU regulations restricting single-use plastic bags have driven demand for lightweight reusable bags, creating a market for thin polyester fabric bags in retail settings.. Scope note: The directive does not specify fabric denier or material; the connection to 210D polyester specifically is an industry practice rather than a regulatory requirement. ↩
"Effect of core material draft ratio and denier on core spun yarn ... - PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC10839979/. Fabric cost in woven textiles correlates with yarn consumption per unit area, which is a function of yarn linear density and thread count; lower-denier constructions like 210D use less polymer per square meter than heavier alternatives, reducing material cost (Textile Institute fundamentals; industry sourcing benchmarks). Evidence role: general_support; source type: institution. Supports: Lower-denier polyester fabrics require less raw material per unit area and are produced at high volume, making them among the most cost-effective options for bag manufacturing.. Scope note: Actual pricing depends on coating, finishing, order volume, and supplier location; the general cost relationship is directional rather than absolute. ↩
"Top 7 Fabrics for Flawless Screen Printing (and How to Choose)", https://charmcityscreenprint.com/choosing-the-right-fabric-for-screen-printing/. Textile printing literature establishes that fabric surface topography significantly affects print resolution and ink coverage, with smoother, tighter-woven substrates producing sharper detail and more uniform color than coarse or heavily textured fabrics (Ujiie, 'Digital Printing of Textiles,' Woodhead Publishing; SGIA screen printing technical guidelines). Evidence role: mechanism; source type: education. Supports: Smoother fabric surfaces with less texture provide better ink coverage and sharper image definition in screen printing and heat transfer applications.. Scope note: Print quality also depends on ink formulation, mesh count, pressure settings, and pre-treatment, so fabric smoothness is one factor among several. ↩
"Sewing machine needle - Wikipedia", https://en.wikipedia.org/wiki/Sewing_machine_needle. Industrial sewing guidelines specify needle size and machine feed requirements based on fabric weight and thickness; lightweight woven fabrics (under ~150 GSM) are typically sewn with standard lockstitch machines and fine-to-medium needles (size 70-90), while heavy fabrics require compound-feed or walking-foot machines with larger needles (Schmetz industrial needle selection guide; ASTM D6193 sewability standards). Evidence role: mechanism; source type: education. Supports: Lighter-weight fabrics require smaller needle sizes and less machine power than heavy fabrics, allowing use of standard industrial sewing equipment.. Scope note: Sewability also depends on coating type and stiffness; PVC-coated lightweight fabrics may still require specialized presser feet or Teflon-coated accessories despite low denier. ↩
"[PDF] A Relation between Tensile and Tear Strength for Design of ...", https://upcommons.upc.edu/bitstreams/563b1e94-2f62-46ea-a383-f5c59040b3a8/download. Fabric tensile and tear strength increase with yarn denier and thread count; industry testing per ASTM D5034 (grab tensile) and ASTM D1424 (tear resistance) demonstrates that lighter-weight constructions have proportionally lower load-bearing capacity, though specific thresholds depend on seam construction and stress distribution. Evidence role: general_support; source type: other. Supports: Light-denier fabrics like 210D have lower tensile and tear strength than heavier constructions, making them suitable primarily for low-load applications.. Scope note: The 5kg figure appears to be a practical guideline rather than a tested standard; actual load capacity depends on bag construction, seam reinforcement, handle attachment method, and dynamic vs. static loading conditions. ↩